|
序號(hào) |
項(xiàng) 目 |
單位 |
1000T |
|
1 |
公稱力 |
kN |
10000 |
|
2 |
液體工作壓力 |
MPa |
25 |
|
3 |
滑塊最大開(kāi)口高度 |
mm |
2000 |
|
4 |
滑塊行程 |
mm |
1500 |
|
7 |
滑塊有效尺寸 |
左右 |
mm |
1200 |
|
前后 |
mm |
1500 |
|
8 |
滑塊速度 |
快下 |
mm/s |
200-250 |
|
工作 |
mm/s |
4-10 |
|
回程 |
mm/s |
200-250 |
|
9 |
設(shè)備主電機(jī)功率 |
KW |
45*6 |
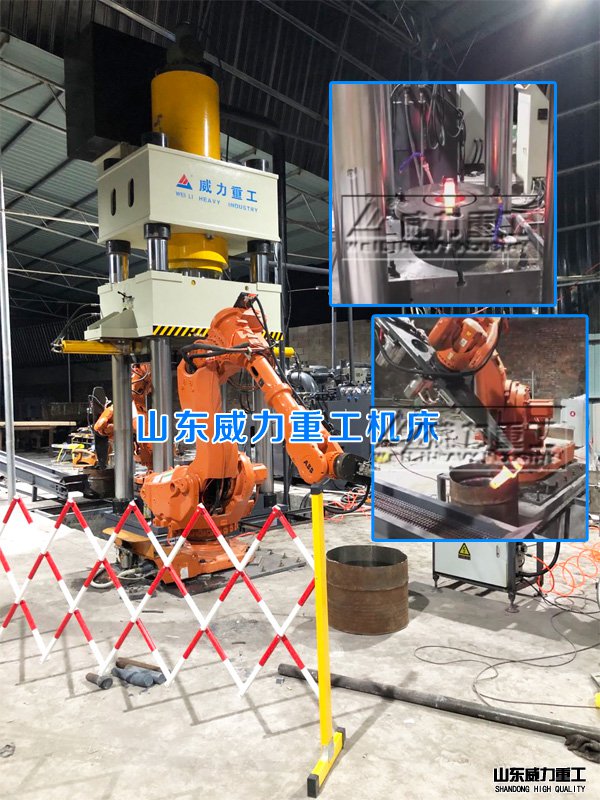
本機(jī)廣泛用于汽車、火車����、船舶、航空�、礦山機(jī)械�����、五金工具行業(yè)零件的壓力加工,是現(xiàn)代鍛造廠不可缺少的先進(jìn)設(shè)備,是客戶可以選擇的精密鍛壓機(jī)械�����。


1000噸熱鍛三梁四柱液壓機(jī)特點(diǎn):
1����、上滑梁�����、滑塊以及工作臺(tái)采用優(yōu)質(zhì)鋼板焊接���,振動(dòng)時(shí)效處理消除內(nèi)應(yīng)力��,立柱為優(yōu)質(zhì)45#鋼�,四柱均表面中頻淬火并鍍硬鉻處理����。
2、機(jī)身為三梁四柱式結(jié)構(gòu)����,采用全鋼板CO2焊接��,焊接后通過(guò)回火振動(dòng)處理���,確保315噸四柱壓力機(jī)_汽車內(nèi)飾件成型機(jī)機(jī)身永不變形。上下頂料設(shè)計(jì),節(jié)約鍛材,節(jié)約能耗���。
3�����、打擊速度快,模具熱接觸時(shí)間短,模具使用壽命長(zhǎng)�����。機(jī)架左右鍛件傳遞方便�。
4����、四柱液壓機(jī)帶有快速充液油箱��,提高工作效率����。生產(chǎn)效率高�、操作簡(jiǎn)單�、維修方便、生產(chǎn)成本低��。工作壓力和行程可根據(jù)需要在規(guī)定范圍內(nèi)任意調(diào)節(jié)�。壓力、行程��、速度可以一定范圍任意調(diào)節(jié)���。
5���、設(shè)有獨(dú)立的液壓與電器控制系統(tǒng),采用按鈕集中控制�,可實(shí)現(xiàn)定程和定壓兩種成型工藝,具有壓力顯示和行程���、壓力調(diào)節(jié)等功能���。而且導(dǎo)柱、活塞桿中頻淬火后鍍硬鉻處理�����,永不生銹拉毛,油泵進(jìn)油口裝有過(guò)濾裝置���,確保油泵和閥的使用壽命�����。油路連接采用高壓軟管�,大大降低機(jī)器噪聲����。設(shè)有特殊的卡模解放設(shè)計(jì),解模迅速,操作簡(jiǎn)單。
6���、液壓系統(tǒng)采用集成式插裝閥控制�����,動(dòng)作靈敏����,可靠�,無(wú)滲漏。設(shè)有可靠周全的集中潤(rùn)滑系統(tǒng)和手動(dòng)補(bǔ)充潤(rùn)滑系統(tǒng),有效降低磨擦損失����。
7、泵站采用PLC可編程控制電氣系統(tǒng)�����,設(shè)有獨(dú)立移動(dòng)按鈕站�,操作方便。實(shí)現(xiàn)多重安全操作回路系統(tǒng),確保操作者安全�����。

操作方式和工藝動(dòng)作
1����、壓機(jī)可實(shí)現(xiàn)定程和定壓兩種工作方式。
2��、壓機(jī)設(shè)調(diào)整��、手動(dòng)�、半自動(dòng)(雙手單次循環(huán))三種操作方式。用轉(zhuǎn)換開(kāi)關(guān)轉(zhuǎn)換,按鈕集中控制�����。
(1)調(diào)整:按下某一工作按鈕�����,即有相應(yīng)動(dòng)作���,抬手即停���,主要用于機(jī)器調(diào)整。此動(dòng)作無(wú)快速���。
(2)手動(dòng):按下某一工作按鈕����,即相應(yīng)完成一個(gè)動(dòng)作���。
(3)半自動(dòng)(雙手單次循環(huán)):按壓雙手下行按鈕����,壓機(jī)連續(xù)完成一個(gè)規(guī)定的單次循環(huán)過(guò)程。在雙手單次循環(huán)中�,根據(jù)工作需要,液壓墊可選擇作液壓墊��、作頂出����、不參與工作等方式�。
主要機(jī)械部件、機(jī)構(gòu):
1��、 機(jī)身采用三梁四柱式結(jié)構(gòu)����,上梁、工作臺(tái)通過(guò)立柱和緊固螺母����、調(diào)整螺母結(jié)合成一個(gè)固定機(jī)架,機(jī)架精度靠調(diào)節(jié)螺母調(diào)整����,具有良好的強(qiáng)度、剛度和精度保持性�。
2、上梁、工作臺(tái)�、滑塊等大件為鋼板焊接件,經(jīng)計(jì)算機(jī)優(yōu)化設(shè)計(jì)���,其強(qiáng)度�����、剛性�����、結(jié)構(gòu)��、防變形性等均滿足標(biāo)準(zhǔn)和使用要求���,且有充裕的安全系數(shù);采用二氧化碳?xì)怏w保護(hù)焊加手工電弧焊焊接�,焊接質(zhì)量達(dá)到要求,通過(guò)時(shí)效震動(dòng)處理消除變形應(yīng)力���。
3��、滑塊:箱形結(jié)構(gòu)的鋼板焊接件����,四柱導(dǎo)向孔處導(dǎo)向套材料為復(fù)合材料,具有良好的耐麼性和精度保持性�。滑塊下平面有T形槽用于安裝模具��。
4�����、上梁:箱形結(jié)構(gòu)的鋼板焊接件��,內(nèi)裝有主工作油缸��,上面裝有充液油箱等����。
5��、工作臺(tái):鋼板焊接結(jié)構(gòu)件��,與上梁���、滑塊通過(guò)立柱連成主機(jī)�����。
6�、油缸:采用多缸設(shè)計(jì),布置在上橫梁孔內(nèi)��,采用進(jìn)口密封圈密封�����,導(dǎo)向部分采用焊銅處理�,密封好耐磨性強(qiáng),油缸體的材料為45號(hào)鍛鋼���,鍛件質(zhì)量過(guò)硬�����。
7����、工作臺(tái)下方有頂出裝置�,主要用于頂出、退料等工藝���,也可用于反拉伸制件的成型工藝�����。
8�����、立柱:材料為45#鍛鋼����,經(jīng)調(diào)質(zhì)處理��,表面鍍硬鉻��,增加耐磨性能���,硬度合格���。
9、螺母材料為45#鍛鋼����,與立柱上的螺紋相配�����,鎖緊機(jī)身�。
10���、限位裝置:位于主機(jī)機(jī)身右側(cè)�����,行程開(kāi)關(guān)控制上下極限位置��,調(diào)節(jié)上下限位開(kāi)關(guān)即調(diào)節(jié)滑塊上下運(yùn)動(dòng)位置��。
 液壓控制系統(tǒng):
液壓控制采用插裝閥集成系統(tǒng)�,動(dòng)作可靠�,使用壽命長(zhǎng),液壓沖擊小����,減少了連接管路與泄漏點(diǎn)。成型時(shí)���,浮動(dòng)模板反向支撐力可控����。可完成浮動(dòng)壓制���,實(shí)現(xiàn)下拉式或頂出式脫模等工藝動(dòng)作�����。電氣控制系統(tǒng)動(dòng)作可靠��,直觀���,維修方便。經(jīng)濟(jì)型粉末制品成型設(shè)備�����,具有“手工加料�,浮動(dòng)壓制��,拉下脫模”的功能�����,機(jī)器由PC控制,其壓制力�����、壓制行程均可根據(jù)工藝需要進(jìn)行調(diào)整��,并能完成定壓和定程兩種工藝要求�����。機(jī)器主機(jī)采用三梁四柱式結(jié)構(gòu)�����,具有操作簡(jiǎn)便����、工作可靠,并可根據(jù)具體成型工藝要求增加相應(yīng)的輔助裝置����,以適應(yīng)較為復(fù)雜零件的生產(chǎn)。
液壓控制系統(tǒng):
液壓控制采用插裝閥集成系統(tǒng)�,動(dòng)作可靠�,使用壽命長(zhǎng),液壓沖擊小����,減少了連接管路與泄漏點(diǎn)。成型時(shí)���,浮動(dòng)模板反向支撐力可控����。可完成浮動(dòng)壓制���,實(shí)現(xiàn)下拉式或頂出式脫模等工藝動(dòng)作�����。電氣控制系統(tǒng)動(dòng)作可靠��,直觀���,維修方便。經(jīng)濟(jì)型粉末制品成型設(shè)備�����,具有“手工加料�,浮動(dòng)壓制��,拉下脫模”的功能�����,機(jī)器由PC控制,其壓制力�����、壓制行程均可根據(jù)工藝需要進(jìn)行調(diào)整��,并能完成定壓和定程兩種工藝要求�����。機(jī)器主機(jī)采用三梁四柱式結(jié)構(gòu)�����,具有操作簡(jiǎn)便����、工作可靠,并可根據(jù)具體成型工藝要求增加相應(yīng)的輔助裝置����,以適應(yīng)較為復(fù)雜零件的生產(chǎn)。

,三梁四柱液壓機(jī),二梁四柱液壓機(jī)網(wǎng)站")
品中心")
_長(zhǎng)軸熱鍛液壓機(jī)")









")